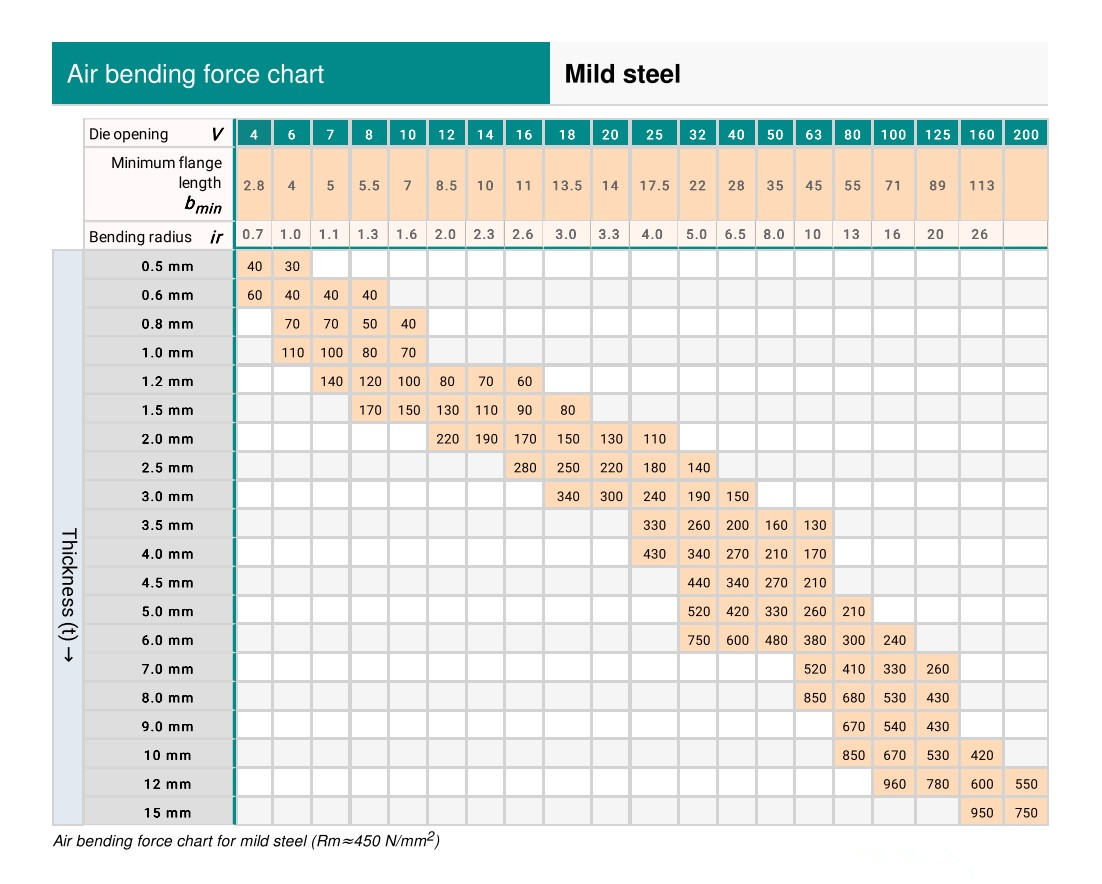
The air bending force chart records the standard lower die V width and required bending force corresponding to the bending of different sheet metals, and has already become ageneral specification in the industry.
However, there was no such specification at the earliest time.Each press brakemanufacturer decided to use the V-width based on their own experience.
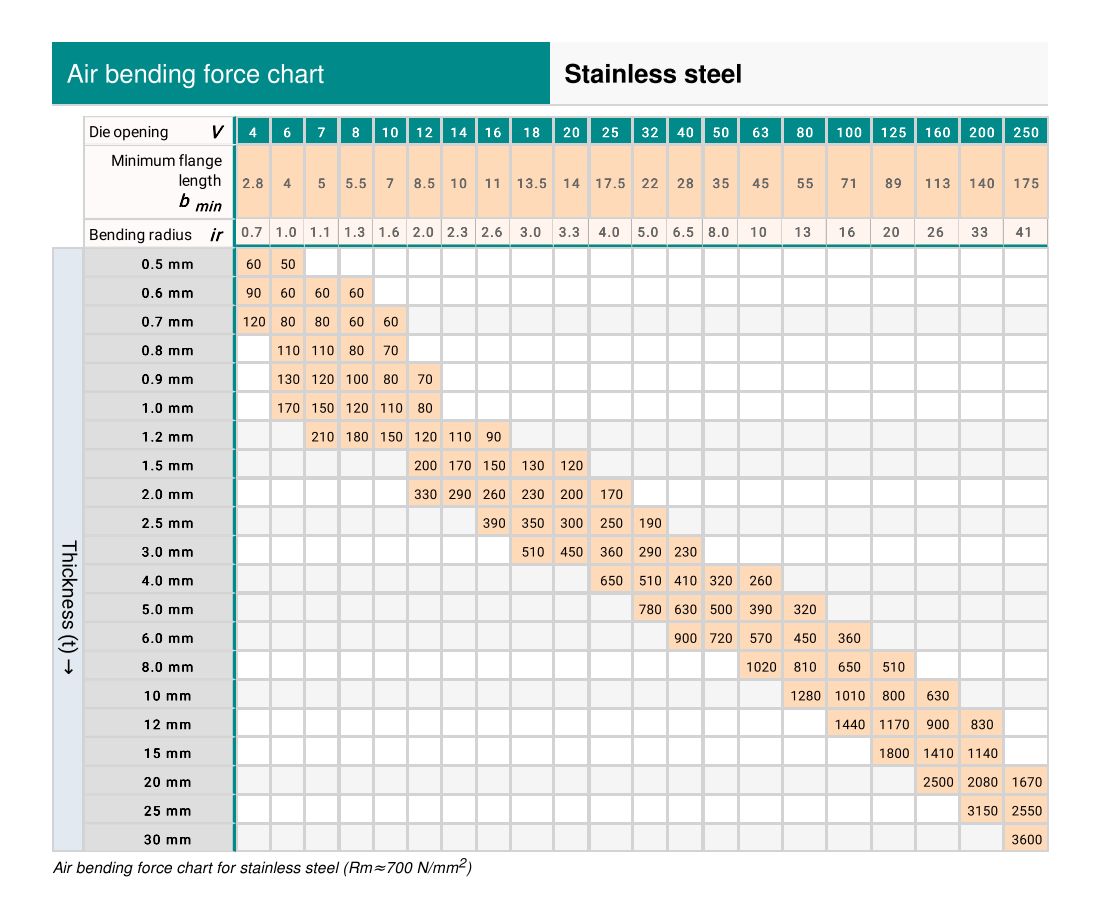
At that time, Amada collected and summarized the experience data of customers from allwalks of life around the world, and finally made the following most authoritative bendingforce chart for bending process.
Air Bending Force Chart-Mild Steel
Air Bending Force Chart-Stainless Steel
You can also use our press brake tonnage calculator to calculate the required bendingforce for your sheet metal products.
https://www.smbctools.com/wp-content/uploads/2022/08/Air-Bending-Force-Chart-For-Stainless-Steel.png9171102adminhttps://www.smbctools.com/wp-content/uploads/2024/06/smbctools_logo-1.pngadmin2022-08-20 14:55:212024-06-18 09:35:23Air Bending Force Chart: The Most Authoritative Data From Amada
The press brake dies(toolings) are very important to the sheet metal producer,they are the key parts for press brake machine,this article briefly introduce how to to choose press brake dies(toolings)
The different dies should be used for fabricating different workpieces. You need to know the fabrication parameters of the press brake machine as well as the die very well, then it is possible for you to choose the right press brake die to match each other.The parameters of press brake including stroke, working ability, daylight (open height),middle plate type.
A.How to choose press brake parameters
Press brake die height formula
– Stroke (mm)=daylight – middle plate height – upper die height – lower die height -(lowerdie height – 0.5V+t) t = plate thickness (mm)
Please note the lower die base also have many different heights, which is used fordifferent fabrication purpose.So don’t forget this when choosing lower die base.
Different tool & die cluster can obtain different combined height for different fabricationpurposes of parts.
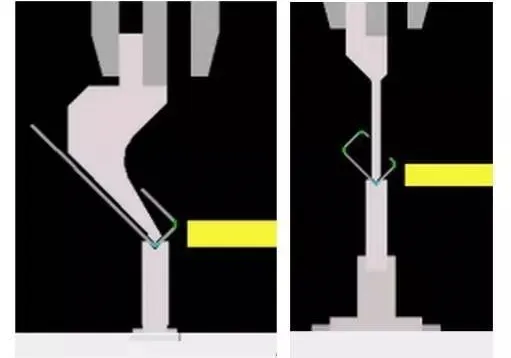
B.How to choose press brake dies parameters
Upper die shank type
Upper die shank has three types to match different middle plate.
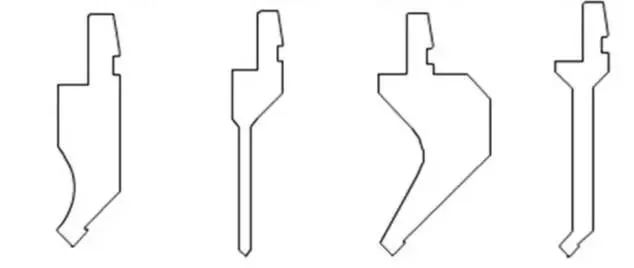
Upper die shape
Common standard upper die:
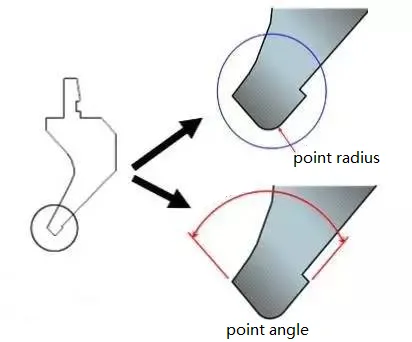
Upper die tip radius & top angle
Common upper die tip radius including:
(1)0.2R (2)0.6R (3)0.8R (4)1.5R (5)3.0R
How to choose proper press brake die tip radius: choose 0.6R for plate thickness
Standard upper die tip angle including: 90°,88°,86°,60°,45°,30°, etc.
The dihedral angle of the die should less than the fabrication angle.
For example, if the workpiece’s bending angle is 90° , you should choose the die with 88° tipangle.
Lower die type
Generally, the lower die has a single V type and double V type, among which it is separatedinto the separated die and full-length die.
The different die is applied to a different fabricating purpose.
However, the single-V die has a much wider application than double-V die, while theseparated die is more widely used than full-length die.
Lower die V width (die opening), V groove angle
V groove choosing & plate thickness (T):
T
0.5-2.6
3-8
9-10
≥12
V
6*T
8*T
10*T
12*T
The V angle of the lower die is the same as upper die’s angle.
PLATE THICKNESS
≤0.6
1
1.2
1.5
2
2.5
3
DIE WIDTH
4
6
8
10
12
16
18
ln order to choose small V die for bending purpose in some special case, the spread ofevery punch should increase 0.2mm
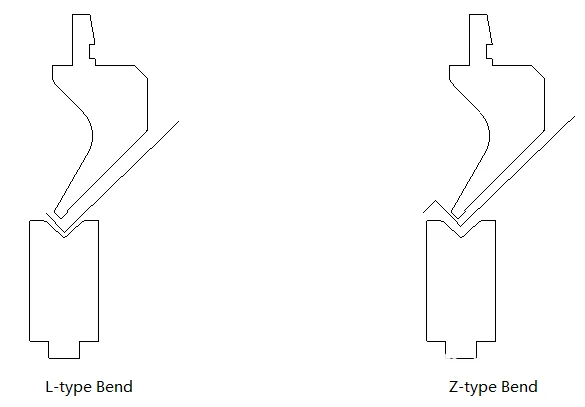
Min bending size
Normally min bending size:
一L-type: slot width/2+ plate thickness
一Z-type: slot width/2 + plate thickness* 2
Reference Value
L-Type
4.0
4.5
5.0
6.0
8.0
10.5
12.0
Z-Type
5.0
5.5
6.0
8.0
10.0
13.0
15.0
https://www.smbctools.com/wp-content/uploads/2022/08/How-to-choose-press-brake-die4.png372554adminhttps://www.smbctools.com/wp-content/uploads/2024/06/smbctools_logo-1.pngadmin2022-08-13 20:05:372024-06-18 09:31:22How to choose press brake dies(toolings)
A lot of press brake operators get very confused when they’re setting the stroke data (orthe Y-axis data) in the press brake controller, especially for the old type press brake.Theydon’t know what exactly press brake stroke they should set, so the only way to solve theproblem is by testing again and again.
Definitely, this is not the right way.
Here SMBC will show you how to calculate press brake stroke length with exact formula.
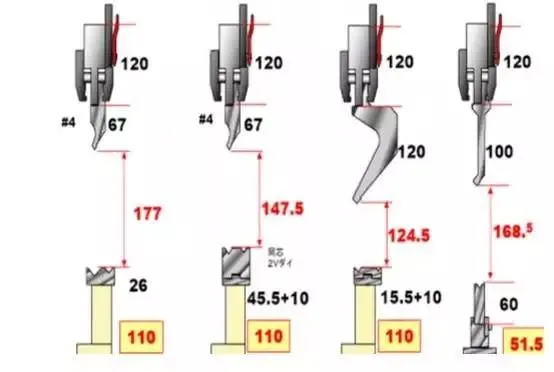
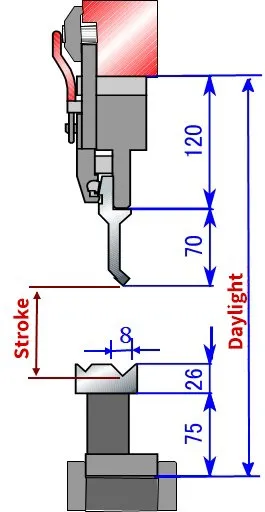
Firstly, please see below the schematic diagram.l will take the data on it as an example.
And the formula to calculate press brake stroke is:
Stroke = Daylight -Middle Plate Height – Punch Height – Die Base Height -(Die Height – 0.5V + t)
https://www.smbctools.com/wp-content/uploads/2022/08/How-to-Calculate-Press-Brake-Stroke-Length.png512265adminhttps://www.smbctools.com/wp-content/uploads/2024/06/smbctools_logo-1.pngadmin2022-08-13 19:17:232024-06-18 09:31:40How to Calculate Press Brake Stroke? (Tutorial)
How to Calculate Press Brake Machines Tonnage? For determining the hydraulic bending force or the tonnage of the press brake that is required to bend the sheet metal in a specific thickness you have totally the following TWO methods:
By the press brake tonnage chart
By the bending force calculation formula
Only after the tonnage of the press brake confirmed, then you can spend your time taking other factors (press brakecomponents, toolings, controllers, etc) into consideration before making your decision to purchase the press brake.In this article, we will show you how to determine the required bending force by your sheet metal.
1.Press Brake Tonnage Chart
The following press brake tonnage chart is used by many press brake manufacturers both in China and abroad countries.
We know that many press brake suppliers are using a different chart, but most of them are similar and the final resultwill almost the same. So just take one of them as your reference.
Note: if there are no special requirements for the bending radius, the slot width v should be 8-10 times plate thickness.The tonnage as shown in the above press brake tonnage chart is calculated based on the sheet metal with the tensilestrength ob=450N/mm2 and length L=1m.
Now you have the bending force chart, the question is how to find the press brake tonnage in the above chart?
First,you need to know what does “s””V”“B”“R”means in the above chart. Check out the following pictures you will understand what do they mean.
P= Bending force
S = Thickness of sheet
V = Vee opening of the bottom die
B = Min bending flange
R = Inner radius
If the thickness of your metal sheet S =4mm, generally the vee opening of the bottom die is 8 times the thickness of the sheet.However, for the thicker plate, the vee opening should be bigger.The following recommend vee opening of the bottom die can be your reference.
S
0.5-3mm
3-8mm
9-10mm
>12mm
V
6S
8S
10S
12S
Now we back to the chart, find the S data in the chart which is “4” ,and now we know the “”V” should be 4*8=32.And you can see that the intersection of the row and column where the “s” and v”stay is “330” . The unit of”330”is“KN”.
Now we know that for bending the sheet metal with 4mm thickness and 1m length, the required tonnage is 330KN.lf bend the 4mm sheet in 3 meters, then the tonnage should be 330*3=990KN, which equals to 101 Ton.
Here we come to the conclusion: you should choose at least 100ton press brake. However, we recommend you tochoose the bigger tonnage like 120Ton because if the press brake works in full load for a long time, the service life of the machine will be shortened.
2.Bending Force Calculation Formula
For example:
Plate thickness S=4mm, width L=3m, ob=450N/mm2 Generally slot width V=S*8
Therefore P=650*4*4*3/4*8=975(KN)= 99.5(Ton)
The result is very close to the data in the bending force chart.
As you can see, method #1 to calculate the press brake tonnage is based on the mild steel material.What if the material is stainless steel, aluminum or brass?
lt’ s simple, multiply the results calculated by the above formula by the coefficients in the following table:
Material
Mild steel
Stainless steel
Aluminum
Brass
Coefficients
1
1.6
0.65
0.5
#2.Formula
Another press brake tonnage calculation formula is: P=1.42obS*L/v
Therefore P=1.42*450*4*4*3/4*8=958.5(KN)= 96 (Ton) For bending the sheet metal with different materials, the key point is to find out the tensile strength of the specific material, then you will get the required bending force by the above formula.
The tensile strength table below can be the reference:
https://www.smbctools.com/wp-content/uploads/2022/11/Best-Aluminum-Alloys-for-Bending_featured-e1628149601993-600x361-1.jpg361600adminhttps://www.smbctools.com/wp-content/uploads/2024/06/smbctools_logo-1.pngadmin2022-07-31 23:41:312024-06-18 09:27:28How to calculate press brake working tonnage?